我们知道光泽度仪的测量角度主要有四种,分别是20°、45°、60°、85°,而常用的测量角度有20°、60°、85°,一般来说45°和75°的测量角度应用的比较少。大多数光泽度仪仪器,也是采用常用的20°、60°、85°三种角度设计,要么是采用其中一种或者两种角度,要么是采用三种角度制作成
三角度光泽度仪。那么,我们在使用光泽度仪对物体表面进行测量时,如果是多角度光泽度仪,应该选用哪种测量角度比较合适呢?
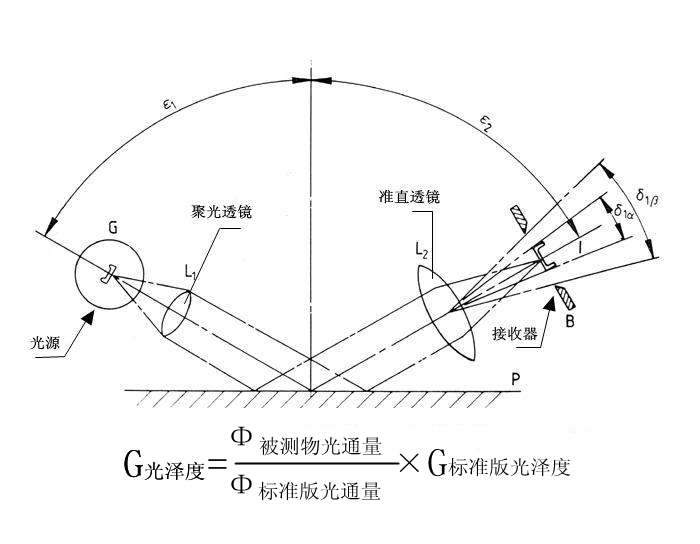
想要解决这个问题,我们就需要来了解光泽度仪测量时的角度问题。这个角度是怎么算的?其相对测量过程是什么样的呢?光泽度仪的测量原理,光源G发射一束光经过透镜L1到达被测面P,被测面P将光反射到透镜L2,透镜L2将光束会聚到位于光栏B处的光电池,光电池进行光电转换后将电信号送往处理电路进行处理,然后仪器显示测量结果。
光泽度计算公式方法
光泽度仪的测量角度是以测量光源与法线的夹角来测量的,如果夹角是20°,则相对与垂直观察物体表面基本相当,是偏离垂直20°时观察的光泽度值,光泽度仪测量角度越小,那么测量所得出来的光泽度值也会越小。如果是多角度光泽度仪对物体表面进行光泽度测量,光泽度测量角度的选择依据可以参考:
1、20°光泽度仪参照标准为DIN-67530 ,ISO-2813 ,ISO-8254 ,ASTM-D523 ,ASTM-D2457 GB 9754,GB 8807,主要用于高光泽的油漆、油墨、塑料、纸张、光泽蜡纸、铸涂纸等。
2、45°光泽度仪参考标准为ISO-2767,GB 8941.2,ASTM-C346,ASTM-D2457,GB 8807主要用于陶瓷、搪瓷、大理石、塑料、铝合金及铝氧化表面的光泽度测量。45°测量角度也可以应用在印刷行业,对于油墨的光泽度进行测量,但总体上来说,由于需求量少,所以很多光泽度仪厂家对于45°这个测量角度的仪器生产设计非常少。
3、60°
光泽度仪参考标准ISO-2813,ASTM-C584,ASTM-D523,DIN-6750,ASTM-D2457,GB 9754 ,GB 9966,GB 8807 主要用于中光泽的油漆、油墨、塑料、陶瓷、大理石、铜板纸等。
4、85°光泽度仪ISO-2813,DIN-67530 ,ASTM-D523 GB 9754主要用于低光泽漆、伪装涂层。
简单来讲,由于物体本身的光泽度小,所以测量时就需要采用较大的光泽度来测量,否则要么测量出来的值非常的小,要么测量不准确。而如果物体的光泽度值比较大,那么则需要采用小角度来测量,因为这样测量会简介的“降低”其光泽度值,让测量所得到的值更为准确。如何使用合适的角度对物体进行光泽度测量,你了解了吗?




